

注塑成型是制造塑料制品的重要工藝之一,而出現(xiàn)空隙則是常見的問題之一。出現(xiàn)空隙會導致制品的強度和美觀性受到影響,同時也會影響產(chǎn)品的質(zhì)量和市場競爭力。
一、注塑成型塑料件出現(xiàn)空隙原因分析
1.材料選擇不當:不同材料的熱膨脹系數(shù)不同,如果選擇的材料熱膨脹系數(shù)與制品的熱膨脹系數(shù)不一致,就會導致空隙的產(chǎn)生。
2.模具設(shè)計不合理:模具設(shè)計不合理也是導致空隙的一個重要原因。如果模具的流道設(shè)計不合理,就會導致澆口位置不正確,從而導致空隙的產(chǎn)生。
3.加工工藝不當:加工工藝不當也是導致空隙的一個重要原因。如果加工過程中溫度控制不準確,或者冷卻時間不夠,就會導致制品的收縮量不一致,從而導致空隙的產(chǎn)生。
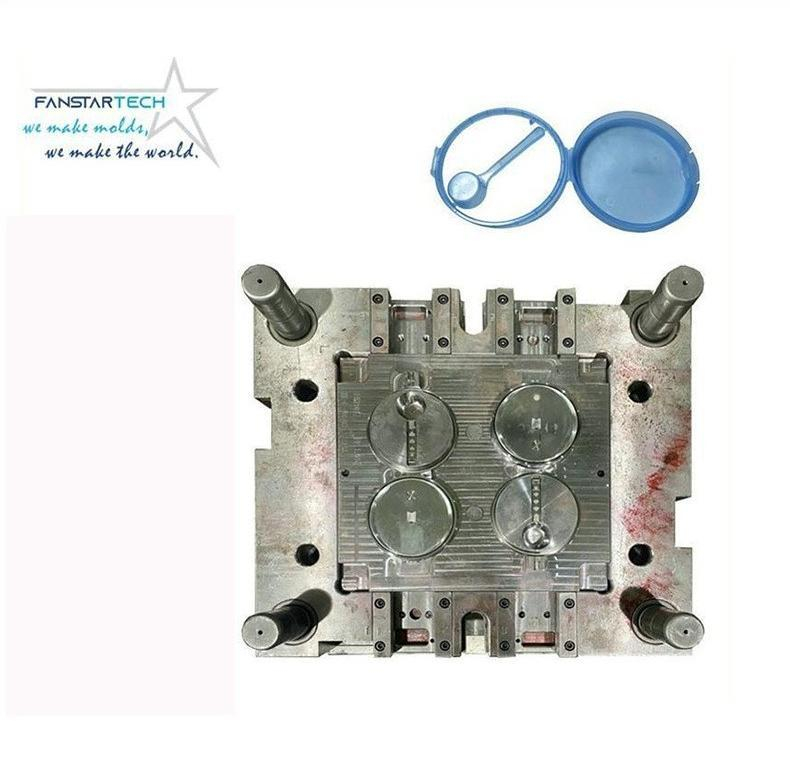
折疊奶粉蓋注塑成型
二、注塑成型塑料件出現(xiàn)空隙解決方案
1.優(yōu)化材料選擇:選擇適合制品材料的熱膨脹系數(shù)一致的材料,可以避免空隙的產(chǎn)生。可以在材料供應商的協(xié)助下,進行相應的材料選擇和測試,確保選擇的材料適合制品的熱膨脹系數(shù)一致。
2.調(diào)整模具結(jié)構(gòu):通過合理的設(shè)計模具結(jié)構(gòu),可以避免澆口位置不正確,從而避免空隙的產(chǎn)生。可以在模具設(shè)計師的協(xié)助下,進行模具結(jié)構(gòu)的調(diào)整和優(yōu)化,確保澆口位置正確,從而避免空隙的產(chǎn)生。比如:澆口橫截面太小增加澆口橫截面,縮短澆道;噴嘴孔太小增大噴嘴孔;澆口開在薄壁區(qū),澆口開在厚壁區(qū)等。
3.改進加工工藝:通過改進加工工藝,可以避免制品的收縮量不一致,從而避免空隙的產(chǎn)生。可以在生產(chǎn)線上進行相應的調(diào)整和優(yōu)化,比如:保壓太低 提高保壓壓力;保壓時間太短 提高保壓時間;模壁溫度太低 提高模壁溫度;熔料溫度太高 降低熔體溫度。
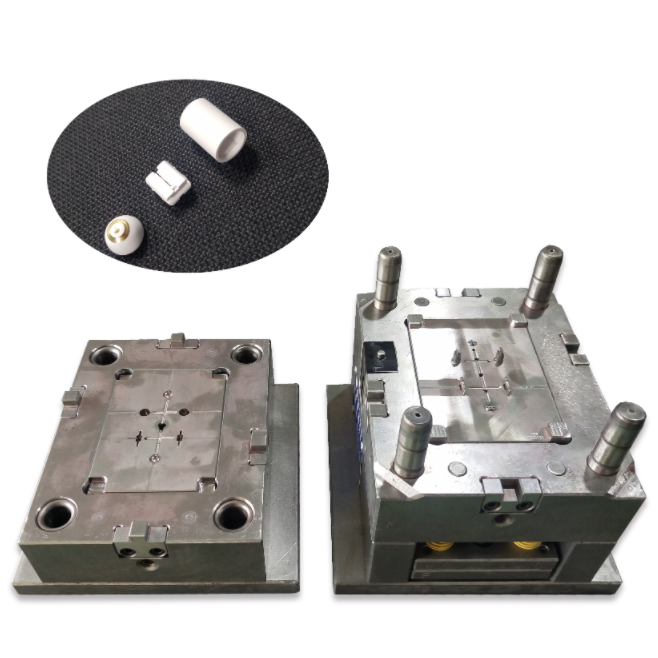
觸屏筆帽開模注塑
注塑成型塑料件出現(xiàn)空隙表現(xiàn)為制品內(nèi)部的空隙表現(xiàn)為圓形或拉長的氣泡形式。僅僅是透明的制品才可以從外面看出里面的空隙;不透明的制品無法從外面測出。空隙往往發(fā)生在壁相對較厚的制品內(nèi)并且是在最厚的地方。
注微信公眾號") 關(guān)注微信公眾號
關(guān)注微信公眾號 微信咨詢
微信咨詢


